Journals > > Topics > Lasers and Laser Optics
Lasers and Laser Optics|3114 Article(s)
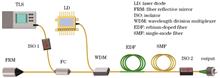
Tunable Multi-Wavelength Brillouin-Erbium-Doped Random Fiber Laser
Haiyue Pang, Xiangjie Qin, Jiateng Zheng, Zhiyong Tao, and Yaxian Fan
A tunable multi-wavelength Brillouin-erbium-doped random fiber laser with a half-open cavity is proposed and experimentally demonstrated. It uses the backward Rayleigh scattering in the long single-mode fiber to provide random distributed feedback, and the stimulated Brillouin scattering and erbium-doped fiber to provide laser gain. In this simple laser device, stabilized 13-order Stokes light and 5-order anti-Stokes light can be obtained. By adjusting the wavelength of Brillouin pump, the random laser wavelength tuning in the range of 1550.5?1565.5 nm is realized. In addition, the wavelength fluctuation range of 1?10 orders' Stokes light is 0?0.008 nm, and the corresponding peak power fluctuation range is 0?2.28 dB, which prove that the laser has high wavelength and power stability. The results show that the laser has the advantages of simple structure, large numbers of spectral line orders, wide tunable wavelength range and high stability, which makes it has broad application prospects in many fields, such as dense wavelength division multiplexing optical communication systems, microwave photonics, precision metrology, fiber sensing and so on. A tunable multi-wavelength Brillouin-erbium-doped random fiber laser with a half-open cavity is proposed and experimentally demonstrated. It uses the backward Rayleigh scattering in the long single-mode fiber to provide random distributed feedback, and the stimulated Brillouin scattering and erbium-doped fiber to provide laser gain. In this simple laser device, stabilized 13-order Stokes light and 5-order anti-Stokes light can be obtained. By adjusting the wavelength of Brillouin pump, the random laser wavelength tuning in the range of 1550.5?1565.5 nm is realized. In addition, the wavelength fluctuation range of 1?10 orders' Stokes light is 0?0.008 nm, and the corresponding peak power fluctuation range is 0?2.28 dB, which prove that the laser has high wavelength and power stability. The results show that the laser has the advantages of simple structure, large numbers of spectral line orders, wide tunable wavelength range and high stability, which makes it has broad application prospects in many fields, such as dense wavelength division multiplexing optical communication systems, microwave photonics, precision metrology, fiber sensing and so on.
Laser & Optoelectronics Progress
- Publication Date: May. 10, 2024
- Vol. 61, Issue 9, 0914007 (2024)


Polarization Characterization of Fluorescence Resonance Energy Transfer Optofluidic Lasers
Jiaqi Zhao, Tingting Zhang, Tianjun Zhang, Wenjie Wang, and Shaoding Liu
A pair of fluorescent molecules capable of producing fluorescence resonance energy transfer (FRET) were used as donor and acceptor dyes. The polarization properties of FRET optical microfluidic lasers were investigated based on the G-quadruplex structure of deoxyribonucleic acid (DNA) molecules using a Fabry-Perot (F-P) microcavity as an optical resonance cavity. In the experiment, five solutions of DNA of varying K+ concentrations (whose molecular ends are each labeled with a pair of fluorescent dyes that can produce FRET) were studied and excited with linearly polarized pump light, and the ratio of the slope of the laser threshold curve of the acceptor in the parallel polarization direction (parallel to the pump light polarization direction) and the slope of the laser threshold curve (SER) in the vertical polarization direction (vertical to the pump light polarization direction) was used as the detection signal of the laser polarization of the acceptor. Findings indicate that as the K+ content in the DNA solution increases, the pumping threshold of the acceptor laser decreases, energy conversion efficiency improves, and the slope ratio of the acceptor laser reduces, leading to decreased polarization. A pair of fluorescent molecules capable of producing fluorescence resonance energy transfer (FRET) were used as donor and acceptor dyes. The polarization properties of FRET optical microfluidic lasers were investigated based on the G-quadruplex structure of deoxyribonucleic acid (DNA) molecules using a Fabry-Perot (F-P) microcavity as an optical resonance cavity. In the experiment, five solutions of DNA of varying K+ concentrations (whose molecular ends are each labeled with a pair of fluorescent dyes that can produce FRET) were studied and excited with linearly polarized pump light, and the ratio of the slope of the laser threshold curve of the acceptor in the parallel polarization direction (parallel to the pump light polarization direction) and the slope of the laser threshold curve (SER) in the vertical polarization direction (vertical to the pump light polarization direction) was used as the detection signal of the laser polarization of the acceptor. Findings indicate that as the K+ content in the DNA solution increases, the pumping threshold of the acceptor laser decreases, energy conversion efficiency improves, and the slope ratio of the acceptor laser reduces, leading to decreased polarization.
Laser & Optoelectronics Progress
- Publication Date: May. 10, 2024
- Vol. 61, Issue 9, 0914005 (2024)
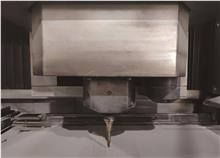
Process Parameters of Additive and Subtractive Hybrid Manufacturing for GH3536 Superalloy
Yingwei Zhang, Jing Wang, Quanwei Sun, Qian Bai, Hefeng Ling, and Xiaodan Li
GH3536 superalloy has excellent corrosion resistance and elevated-temperature strength, and is commonly used in the manufacturing of elevated-temperature components such as combustion chambers and gas turbines. Additive and subtractive hybrid manufacturing (ASHM) technology combines the advantages of high flexibility in additive manufacturing and good surface quality in subtractive manufacturing, which is an effective way to manufacture high performance GH3536 parts. Since ASHM engages the alternating of additive manufacturing and subtractive manufacturing, it is important to determine the optimal process parameters and suitable type of tools to improve the surface quality of GH3536 parts. The samples are prepared by selective laser melting with different process parameters. The relative density of the samples are measured by precision balance to obtain the optimal parameters for GH3536. Scanning electron microscopy and electron backscattering diffraction are used to observe the microstructure of GH3536 samples with optimal parameters. The samples of ASHM are machined with three different types of tools, i.e. ball end milling, round nose milling and flat end milling. The surface morphology is studied after the machining. The results show that with the laser power of 400 W and the scanning speed of 1750 mm/s, there are no obvious defects in the samples and the relative density reaches 99.93% which are the optimal process parameters in additive manufacturing. The surface roughness of the GH3536 samples processed by the round nose milling achieves 0.211 μm. This study provides guidance to the determination of process parameters and tools' type of ASHM for GH3536 parts. GH3536 superalloy has excellent corrosion resistance and elevated-temperature strength, and is commonly used in the manufacturing of elevated-temperature components such as combustion chambers and gas turbines. Additive and subtractive hybrid manufacturing (ASHM) technology combines the advantages of high flexibility in additive manufacturing and good surface quality in subtractive manufacturing, which is an effective way to manufacture high performance GH3536 parts. Since ASHM engages the alternating of additive manufacturing and subtractive manufacturing, it is important to determine the optimal process parameters and suitable type of tools to improve the surface quality of GH3536 parts. The samples are prepared by selective laser melting with different process parameters. The relative density of the samples are measured by precision balance to obtain the optimal parameters for GH3536. Scanning electron microscopy and electron backscattering diffraction are used to observe the microstructure of GH3536 samples with optimal parameters. The samples of ASHM are machined with three different types of tools, i.e. ball end milling, round nose milling and flat end milling. The surface morphology is studied after the machining. The results show that with the laser power of 400 W and the scanning speed of 1750 mm/s, there are no obvious defects in the samples and the relative density reaches 99.93% which are the optimal process parameters in additive manufacturing. The surface roughness of the GH3536 samples processed by the round nose milling achieves 0.211 μm. This study provides guidance to the determination of process parameters and tools' type of ASHM for GH3536 parts.
Laser & Optoelectronics Progress
- Publication Date: May. 10, 2024
- Vol. 61, Issue 9, 0914001 (2024)
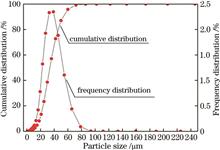
Influences of Powder Packing Density in Laser Powder Bed Fusion Metal Additive Manufacturing
Peng Zhang, Shaoming Zhang, Zhongnan Bi, Zhen Tan, Rui Wang, and Rui Wang
Laser powder bed fusion (LPBF) technology is one of the most widely used forming technologies in the field of metal additive manufacturing because of its high forming accuracy, low surface roughness, and excellent performance of the formed parts. In this paper, we review the factors influencing powder packing density in LPBF technology, which is a key part of LPBF technology. First, the methods of powder bed quality characterization and evaluation, such as image analysis, X-ray in-situ monitoring, and sampling method, are summarized. On this basis, the influence of powder particle size, powder morphology, powder preparation method, powder recycling, and powder recoating process parameters on the powder bed packing density is described from powder characteristics and powder recoating process, respectively. Among them, the particle size distribution and morphology of the powder are the key factors affecting the powder packing density, and the wider single-peak distribution and the bimodal distribution of coarse and fine particles are favorable to improve the powder packing density; the closer the powder morphology is to spherical shape, the better the powder flowability is, which is favorable to improve the powder spreading homogeneity. The powder packing density and spreading homogeneity together will improve the powder bed packing density and the density of formed samples. The change of powder recoating process conditions can influence the powder spreading quality and packing density, among which controlling reasonable recoating speed, choosing roller type scraper, and increasing the roughness of substrate will further improve the powder bed packing density. Finally, this paper presents the prospect of methods and techniques to further improve the powder bed density. Laser powder bed fusion (LPBF) technology is one of the most widely used forming technologies in the field of metal additive manufacturing because of its high forming accuracy, low surface roughness, and excellent performance of the formed parts. In this paper, we review the factors influencing powder packing density in LPBF technology, which is a key part of LPBF technology. First, the methods of powder bed quality characterization and evaluation, such as image analysis, X-ray in-situ monitoring, and sampling method, are summarized. On this basis, the influence of powder particle size, powder morphology, powder preparation method, powder recycling, and powder recoating process parameters on the powder bed packing density is described from powder characteristics and powder recoating process, respectively. Among them, the particle size distribution and morphology of the powder are the key factors affecting the powder packing density, and the wider single-peak distribution and the bimodal distribution of coarse and fine particles are favorable to improve the powder packing density; the closer the powder morphology is to spherical shape, the better the powder flowability is, which is favorable to improve the powder spreading homogeneity. The powder packing density and spreading homogeneity together will improve the powder bed packing density and the density of formed samples. The change of powder recoating process conditions can influence the powder spreading quality and packing density, among which controlling reasonable recoating speed, choosing roller type scraper, and increasing the roughness of substrate will further improve the powder bed packing density. Finally, this paper presents the prospect of methods and techniques to further improve the powder bed density.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514009 (2024)
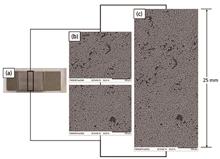
Defect and Quality Control of GH3536 Super Alloy Fabricated via Laser Selective Melting
Wenjuan Hua, and Jianxun Zhang
In this study, we investigate the influence of the forming process on the types, sizes, and quantities of internal defects in a GH3536 alloy fabricated via laser selective melting. We test the microstructure, density, and defect quantity, along with the defect type, size distribution, and quantity of the alloy. The research shows that a change in the process parameters gradually increases the energy density, with the density of the formed parts gradually increasing before stabilizing. The sample is uniform and dense without defects within 79.17?92.59 J/mm3 of the energy density. With the gradual increase or decrease in the energy density, the internal defects of the sample are mainly pore-type defects with a pore size <0.1 mm. When the energy density ≤48.87 J/mm3, non-fusion and micro cracks primarily constitute the internal defects of the sample. In this study, we investigate the influence of the forming process on the types, sizes, and quantities of internal defects in a GH3536 alloy fabricated via laser selective melting. We test the microstructure, density, and defect quantity, along with the defect type, size distribution, and quantity of the alloy. The research shows that a change in the process parameters gradually increases the energy density, with the density of the formed parts gradually increasing before stabilizing. The sample is uniform and dense without defects within 79.17?92.59 J/mm3 of the energy density. With the gradual increase or decrease in the energy density, the internal defects of the sample are mainly pore-type defects with a pore size <0.1 mm. When the energy density ≤48.87 J/mm3, non-fusion and micro cracks primarily constitute the internal defects of the sample.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514008 (2024)

Effect of in situ TiC Generation on the Ambient/High Temperature Wear Resistance of TiC-Ni25 Composite Coatings
Guoye Jiang, and chen Peng
To improve the wear resistance of ductile iron, TiC-Ni25 metal composite coatings are prepared by laser fusion coating using insitu generation and direct TiC addition. The effects of different Ti additions on the microstructure, microhardness and friction and wear properties of TiC-Ni25 composite coatings at 25 ℃, 200 ℃ and 400 ℃ are respectively investigated. The results show that Ti, which has strong thermal conductivity and promotes graphitization, reduces the generation of lysite in the bonding area between the composite coating and the matrix. And Ti, which is a strong carbide forming element, also promotes the in situ generation of TiC, which plays a role for combination of fine grain strengthening, intergranular strengthening and diffusion strengthening in the coating. The addition of Ti improves the wear resistance of the coating, controlls the porosity and cracks defects of the composite coating. Due to the competition between the hardness enhancement of TiC generated insitu and the toughening effect of enriched Ti, the microhardness of the 5%Ti-10%TiC-Ni composite coating is higher than that of 2%Ti-10%TiC-Ni and 8%Ti-10%TiC-Ni coatings. The friction and wear properties of the 5%Ti-10%TiC-Ni composite coating are excellent at above temperatures because of the formation of dense oxide film, which strengthens the protection of the wear area. The increases in friction coefficient, wear volume and wear rate of the composite coatings at 200 ℃ are due to the formation of rough oxide film, which reduces the wear resistance. The main wear mechanisms of the composite coatings are abrasive wear and slight adhesive wear at 25 ℃, and oxidation wear, fatigue wear and adhesive wear at 200 ℃ and 400 ℃. To improve the wear resistance of ductile iron, TiC-Ni25 metal composite coatings are prepared by laser fusion coating using insitu generation and direct TiC addition. The effects of different Ti additions on the microstructure, microhardness and friction and wear properties of TiC-Ni25 composite coatings at 25 ℃, 200 ℃ and 400 ℃ are respectively investigated. The results show that Ti, which has strong thermal conductivity and promotes graphitization, reduces the generation of lysite in the bonding area between the composite coating and the matrix. And Ti, which is a strong carbide forming element, also promotes the in situ generation of TiC, which plays a role for combination of fine grain strengthening, intergranular strengthening and diffusion strengthening in the coating. The addition of Ti improves the wear resistance of the coating, controlls the porosity and cracks defects of the composite coating. Due to the competition between the hardness enhancement of TiC generated insitu and the toughening effect of enriched Ti, the microhardness of the 5%Ti-10%TiC-Ni composite coating is higher than that of 2%Ti-10%TiC-Ni and 8%Ti-10%TiC-Ni coatings. The friction and wear properties of the 5%Ti-10%TiC-Ni composite coating are excellent at above temperatures because of the formation of dense oxide film, which strengthens the protection of the wear area. The increases in friction coefficient, wear volume and wear rate of the composite coatings at 200 ℃ are due to the formation of rough oxide film, which reduces the wear resistance. The main wear mechanisms of the composite coatings are abrasive wear and slight adhesive wear at 25 ℃, and oxidation wear, fatigue wear and adhesive wear at 200 ℃ and 400 ℃.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514007 (2024)
Coherent Beam Combining of 976 nm Diode Laser Based on Photonic Lantern
Yijia Dong, Jie Liu, Xinrui Zhao, Xingchen Lin, Yongqiang Ning, Lijun Wang, and Hongbo Zhu
A three-mode non-mode selective photonic lantern (PL) with mode conversion and lossless transmission characteristic is used to achieve coherent beam combining of a diode laser at 976 nm. Compared with the conventional spatial aperture coherent beam combining of diode lasers, the proposed beam combining field does not produce side flaps and has high beam quality. By simulating the beam combining characteristics of the PL and building a complete beam combining experimental system, final 976 nm diode laser fundamental mode output power reached 99.7 mW with a conversion efficiency of 33.2%. The experimental results show that this beam combining system achieves mode conversion and enables the diode laser to output in fundamental mode, demonstrating a promising method for coherent beam combining of diode lasers. A three-mode non-mode selective photonic lantern (PL) with mode conversion and lossless transmission characteristic is used to achieve coherent beam combining of a diode laser at 976 nm. Compared with the conventional spatial aperture coherent beam combining of diode lasers, the proposed beam combining field does not produce side flaps and has high beam quality. By simulating the beam combining characteristics of the PL and building a complete beam combining experimental system, final 976 nm diode laser fundamental mode output power reached 99.7 mW with a conversion efficiency of 33.2%. The experimental results show that this beam combining system achieves mode conversion and enables the diode laser to output in fundamental mode, demonstrating a promising method for coherent beam combining of diode lasers.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514006 (2024)
Processing Method of Graphite Surface Submicrostructure Based on Picosecond Laser
Juan He, Jie Cao, Wei Qian, Kun Huo, Chunqiao An, and Fengze Dai
Low reflectivity and superhydrophilicity are ideal conditions for improving the performance of electronic devices, graphene as a new superconducting material has been widely used in the field of electronic information. At present, the realization of low reflection and superhydrophilicity mostly depends on the microstructure design and processing of graphite surface by femtosecond laser, and the high processing cost limits its further development. Therefore, we propose a low-cost, low-reflectivity graphite surface microstructure processing method based on picosecond laser. The effects of laser processing parameters on the micro-morphology, reflectivity and hydrophilicity of graphite surface are systematically studied through experiments. The results show that the reflectance of graphite samples with microstructured surfaces is significantly reduced after laser processing. In addition, the contact angle of graphite samples is effectively regulated, and the generation of graphene oxide on the surface of graphite samples after processing is verified. Using ultraviolet picosecond laser prepare microstructures on the graphite surface has the advantages of high efficiency, controllability and low cost, and provides technical support for its potential application in the preparation of surface functional components. Low reflectivity and superhydrophilicity are ideal conditions for improving the performance of electronic devices, graphene as a new superconducting material has been widely used in the field of electronic information. At present, the realization of low reflection and superhydrophilicity mostly depends on the microstructure design and processing of graphite surface by femtosecond laser, and the high processing cost limits its further development. Therefore, we propose a low-cost, low-reflectivity graphite surface microstructure processing method based on picosecond laser. The effects of laser processing parameters on the micro-morphology, reflectivity and hydrophilicity of graphite surface are systematically studied through experiments. The results show that the reflectance of graphite samples with microstructured surfaces is significantly reduced after laser processing. In addition, the contact angle of graphite samples is effectively regulated, and the generation of graphene oxide on the surface of graphite samples after processing is verified. Using ultraviolet picosecond laser prepare microstructures on the graphite surface has the advantages of high efficiency, controllability and low cost, and provides technical support for its potential application in the preparation of surface functional components.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514005 (2024)
Multi-Objective Optimization of Laser Remanufacturing Process Parameters for Steel Surface of Hydraulic Prop
Yanyan Wang, Wei He, and Linsen Shu
In order to obtain the optimal parameters of laser cladding process parameters of austenitic stainless steel alloy on hydraulic prop steel surface, the process parameters laser power, scanning speed, powder feeding speed are selected as input variables, and the quality of cladding layer is used as evaluation index to establish a mathematical model. 16 groups of orthogonal experiments are designed. Using adaptive chaotic particle swarm optimization algorithm to perform optimization, and the macro-morphology and microstructure of the cladding layer are analysed by experiments to verify the rationality and accuracy of the optimized process parameters. Two groups of specimens with similar comprehensive evaluation values are compared. The results show that the best combination of process parameters are laser power of 1200 W, scanning speed of 13 mm/s, and the powder feeding speed of 1.72 g/min. Using adaptive chaotic particle swarm optimization algorithm to optimize the process parameters can effectively improve the macroscopic defects and surface properties of the cladding layer, which proves the feasibility of the optimization algorithm in the field of laser cladding. In order to obtain the optimal parameters of laser cladding process parameters of austenitic stainless steel alloy on hydraulic prop steel surface, the process parameters laser power, scanning speed, powder feeding speed are selected as input variables, and the quality of cladding layer is used as evaluation index to establish a mathematical model. 16 groups of orthogonal experiments are designed. Using adaptive chaotic particle swarm optimization algorithm to perform optimization, and the macro-morphology and microstructure of the cladding layer are analysed by experiments to verify the rationality and accuracy of the optimized process parameters. Two groups of specimens with similar comprehensive evaluation values are compared. The results show that the best combination of process parameters are laser power of 1200 W, scanning speed of 13 mm/s, and the powder feeding speed of 1.72 g/min. Using adaptive chaotic particle swarm optimization algorithm to optimize the process parameters can effectively improve the macroscopic defects and surface properties of the cladding layer, which proves the feasibility of the optimization algorithm in the field of laser cladding.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514004 (2024)
Technologies of Thin-Disk Continuous Wave Laser Based on Optical Adhesive
Yusen Shi, Xue Pan, Peng Zhang, Qi Xiao, Zuqiang Li, Jiangfeng Wang, Youen Jiang, Wei Fan, Xuechun Li, and Jianqiang Zhu
We study the packaging method and key technologies of thin-disk laser, and report on our home-made thin-disk module comprising a YAG/Yb∶YAG composite thin-disk crystal with 5 mm diameter, which is glued onto a diamond heat sink. The multi-pass pumping scheme of the thin-disk module is analyzed and a numerical simulation model of thermal effect is established. The thermal focal length of the thin-disk crystal is measured to be approximately 445.6 mm at pump power density of 2.2 kW/cm2 and pump wavelength of 940 nm. A continuous wave laser based on the thin-disk module is realized and it delivers fundamental mode output of 18.75 W at the pump power of 70 W. The slope efficiency and optical-to-optical efficiency are 36.59% and 26.79%, respectively. We study the packaging method and key technologies of thin-disk laser, and report on our home-made thin-disk module comprising a YAG/Yb∶YAG composite thin-disk crystal with 5 mm diameter, which is glued onto a diamond heat sink. The multi-pass pumping scheme of the thin-disk module is analyzed and a numerical simulation model of thermal effect is established. The thermal focal length of the thin-disk crystal is measured to be approximately 445.6 mm at pump power density of 2.2 kW/cm2 and pump wavelength of 940 nm. A continuous wave laser based on the thin-disk module is realized and it delivers fundamental mode output of 18.75 W at the pump power of 70 W. The slope efficiency and optical-to-optical efficiency are 36.59% and 26.79%, respectively.
Laser & Optoelectronics Progress
- Publication Date: Mar. 10, 2024
- Vol. 61, Issue 5, 0514003 (2024)
Topics
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20